
APS高级计划排程系统是什么?
APS 是高级计划与排程系统(advanced planning and scheduling)的简称。总体来说,APS 系统包含以下几个方面:
1)基于模型排程,模型可由制造企业需求进行自定义搭建
2)系统拥有生产计划自动优化功能
3)可视化用户界面,用户体验好、操作便捷
4)APS系统从第三方系统或者EXCEL导入计划的目标和条件:订单、工单、库存、物料、供应商和仓库等,APS与ERP系统进行数据交换最多
5)根据生产日报表、现场实际进度,进行滚动计划排程和各种调整。
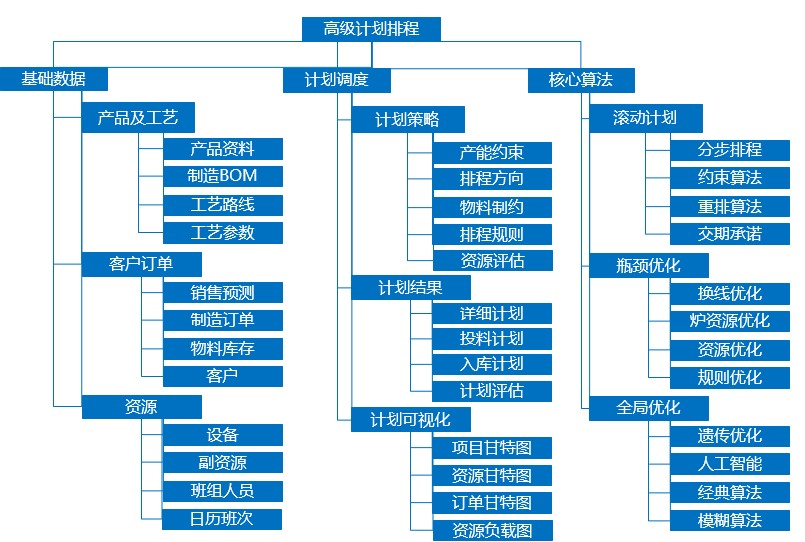
生产计划是整个供应链系统中的一个环节,每一家企业,都是供应链中的一环。 作为下游企业的供应商,不能按计划交货,会影响下游企业的计划编制,引发联锁不确定性 。 对上游供应商,生产计划的不确定性,也给供应商的交货计划带来困扰,库存过高或欠料都是计划不确定带来的后果 。APS系统主要的功能模块如下
APS计划排程系统是企业优化供应链的一个有力工具,企业在导入使用APS系统时,需要考虑的几个主要方面问题,以及可能的解决方案:
1. 与ERP关系
制造企业通常需要先上ERP企业管理系统,再上APS高级计划排程系统。
2. APS与ERP的接口
接口实施可以有几种方式:
有些ERP不允许直接访问表或视图,只能通过开发接口函数导入必要的数据,例如SAP;
如果ERP能开放视图,通过定义表及数据结构,就可以读入需要的数据,这种实现方式比较快捷简单
从ERP中导出报表到EXCEL中,APS导入EXCEL表格数据,所有ERP都可以实现此种方式。
APS系统在完成排程后,需要将生产计划等数据返回给ERP,例如工单开工时间,订单交货时间,ERP可读入EXCEL数据表格,也可以通过API接口,来实现需要的功能
3. 是否必须先上MES生产制造执行系统后,再考虑上APS高级计划排程系统?
这点不是必须的。虽然APS系统需要现场生产进度来跟踪计划的完成,但是有多种途径可以达到此目的。例如,每天在换班时录入的生产报表是一个最基本的数据来源。另外,一些APS厂商提供简易的报工模块,通过PC或手机进行报工,这些方式都可以实现类似功能。
4. 优化方式
APS系统基于约束排程。在优化方式上主要有两种:
按规则排程:通过定义复杂的排序规则、权重、优先级等,告诉APS系统在各种约束条件下先排哪些任务。规则排程的优点是速度比较快。
基于目标的优化:为整个计划设定目标,例如成本最低,利润最大。为每项工作设定成本,例如设备工时成品、空闲成品、订单延迟惩罚成本等,求解满足约束条件时成本最低的方案。
无论采用哪种算法的,都需要满足模型约束条件
5. 关于瓶颈工序
如果有非常明确的瓶颈工序,可以采用先排瓶颈工序,瓶颈前工序倒排,瓶颈后工序正排。但现实中的情况是,瓶颈和非瓶颈工序常常是交错的,因此倒排是有可能排到过去的时间点。这就需要与更为合理的优化方式。
6. 关于正排和倒排
倒排仅限于订单不足情况,否则不能避免会排到过去。即使在订单不足时,倒排也会产生很多不合理的工作安排,例如工作时断时续,不在正点开始等。在我们实施的系统中,从未实际使用过倒排方式,在订单不足时,通过修改工作日历,增加放假时间,关闭几条线的方式来进行计划更加合理。
7. 计划的跟踪修改
车间现场的情况随时变化,订单变更、生产延迟、设备异常,都需要修改计划。计划修改后很容易造成冲突,例如工序的冲突、辅助资源冲突等,都需要系统报警并修正。
8. 订单的变更
订单变更、紧急插单、设备异常等等,都需要快速修改工作计划。在多工序互相交错的情况下,手工插入订单会造成大量冲突。APS系统通常采用的方式是让系统重排。
9. 多生产管理员共同排程
虽然自动排程速度很快,但是跟踪进度和计划修改需要时间,如果设备较多,需要多名生管作业。按车间或者按工序分工是比较常见的分工方式。APS系统需要有可行的解决方案支持多生管排程。
10. 多分厂排程
在成品制造企业,产品总装和分厂计划常常有不配套的问题,半成品库存过高,需要出货的订单在组装时又经常欠料。由于每个分厂的模型不同,且订单量很大,不可能由一个人排全部分厂。因此如何协调各分厂和总装厂的计划,是APS系统需要解决的难题。
11. 料况
在欠料比较严重的行业,例如PCBA,按料况排程是APS必须实现的一项重要功能。料况要包括在库和在途库存,如果需要导入APS并且按库存排程,需求首先梳理和规范库存管理,尤其是在途库存的管理(在途库存是指供应商给出的来料计划)
12. 权限控制
在大型企业中,模型维护和排程分属不同部门负责,一个人排程,多人可看是基本需求。因此数据分享、权限控制是必须的。
版权所有@2017-2030 鄂ICP备2021018714号-1 武汉云筹优化科技有限公司 电话:18672919570 地址:武汉市高新大道999号未来科技城C2栋602室



 QQ客服
QQ客服