

一、客户介绍
郑州精益达汽车零部件有限公司成立于2009年12月,从业人员超过3000人,是宇通集团的战略性业务,旨在成为集团另一支柱业务,并成为汽车零部件行业创新领先的专业供应商。
作为河南省高新技术企业、郑州市汽车空调工程技术研究中心、郑州市企业技术中心,精益达公司以“产品技术领先”为核心竞争力,通过与科研机构、高校、优秀企业等深入广泛的技术交流和合作,加大对研发的投入,搭建高水平的技术研发团队,确保技术的领先性。现拥有专利100项、其中发明专利2项,另有在申请专利80余项。 公司产品涉及车桥、空气悬架、消声器、车用空调、仪表台、行李架、舱门、座椅、边窗、线束、CAN模块和仪表、玻璃钢、原子灰、车载卫生间、内饰件总成、阻尼胶等20余种产品,其中盘式前桥、车用空调、空气悬架等均具有较高的市场竞争力,客户认知程度较高。目前主要客户为宇通客车,产品随整车远销古巴、俄罗斯、伊朗、沙特以及香港、澳门等国内外市场,2012年销售额超过32亿元,发展势头迅猛。
二、业务概况
目前精益达线束车间主要生产主线、底盘线、顶架线、散热线、小线等类,以满足上市公司需求。计划人员每次将SAP中的需求信息转化为生产订单(不考虑物料、人员、模具等约束),然后下发至车间,计划员会依据订单的优先级属性筛选出相应订单。在订单排序完成之后投放至车间进行生产。
目前大概有30000多种物料,每个物料的下线工艺都不同;每条线束成品需要对应的物料种类繁多且不一样。而且产品会不断升级和客户需求的变更,物料的下线工艺随之变化,导致工艺路径、BOM结构等发生变化,给车间生产带来难度,生产排程工作异常困难。
考虑到生产执行的复杂性,当前采用按单生产的模式,在一定程度上会牺牲部分产能,公司通过加班弥补产能的损耗。人、设备、产能预测(工艺升级)。
现状存在的问题:
(1)车间按订单生产,每一个产品的物料种类繁多,每一种物料都有各自的工艺下线表,用于指导生产
(2)因为物料繁多,每种物料的工艺差别较多,导致工艺路径、 BOM 结构发生变化频繁,给车间生产带来困难,在一定程度上牺牲了部分产能
(3)产能的损耗,导致需要频繁加班来满足订单的生产
三、业务需求难点
线束的线束工艺路线基本固定,确定排程的关键工序:“下线-压接-打卡-预装-装配”。每个工序的排产规则不一样,且每个工序的每个生产设备能生产的物料种类、生产能力都不一样。具体需求如下:
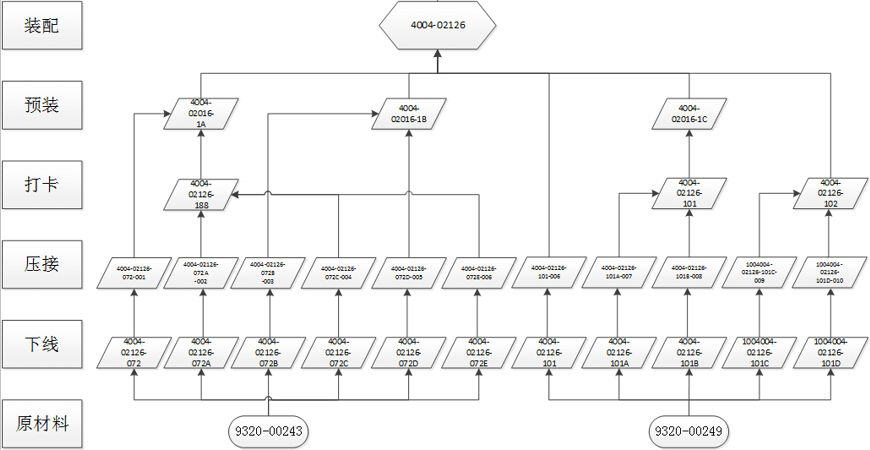
(1)下线工序:
下线工序是线束的第一道工序,该工序将订单的成品所需的原材料输入进来,根据物料的工艺分解出来最终组成成品的各种小线(即后续工序的原材料)。每台下线机所能够生产的小线类型,取决于原材料的规格。
下线工序排产需要考虑的因素:
Ø 减少模具切换时间 :特殊类型的线如屏蔽线或者护套需要模具不一样,相同的屏蔽线排在一起;相同的订单下的相同电线排在一个设备上进行生产,减少换模时间;
Ø 相同规格连续生产 :如相同屏蔽线顺序号的电线可以排在一起生产,减少后期寻找所需屏蔽线的时间
Ø 考虑电线长度 :先下长线后下短线,减少物料损耗
Ø 动态工时 :根据电线长度,订单的数量,以及是否中开口等属性进行分类,每种分类对应不同的工时计算方式
Ø 设备加工均衡 :要考虑各个设备加工均衡,保证相同订单下的所有工作在不同设备上生产能同时结束,快速切换到下一道工序,转运时间最短
Ø 资源优先度: 优先排在自动下线机上生产
Ø 以组成订单的原材料为派工单: 下线是根据订单的工艺分解所需的各种小线,以小线进行排产,便于原材料的管控。
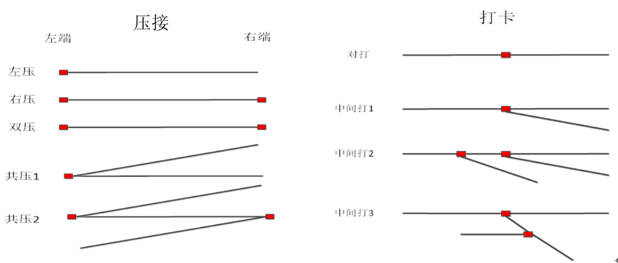
(2)压接-打卡工序:
压接即压接端子等插件,压接设备均有固定的规格,压接不同的线种(根据端子种类分类)。打卡工序即把不同的线接在一起,相同端子型号放在一起进行打卡。
Ø 以订单为派工单 :压接和打卡工序的制造周期非常短(1S到2S),因此直接以订单为派工单排产,不直接排每根线的压接打卡时间,否则计划无法执行。
Ø 动态工时: 根据订单数量以及该订单所需的各种小线的种类计算通过时间
Ø 转序方式 :部分线种(如屏蔽线)压接和打卡的周期较长,因此在下线工序完成1/3数量之后开始转序做压接;压接完成1/3后开始转序进行打卡。
(3)预装工序:
预装表示在一个订单的线种打卡完成后,将该订单所有的线根据工艺集线进行预装配,预装和装配之前有一个缓冲池,预装和装配通过缓冲池进行物料的交接。
Ø 负载均衡 :预装班组有多个,排程尽量保证班组之间的负载均衡。
Ø 转序方式: 一个订单所有线种打卡完成后,才开始预装工序
(4)装配工序:
装配表示半成品物料完成之后,将半成品按照图纸进行装配,输出成品物料。分产品种类到不同的班组装配(成品) , 由于人员技能和人数的限制,装配是瓶颈工序。排产需考虑因素如下:
Ø 减少切换时间 :在满足交期的情况下,单个装配小组(工位)尽可能分配相同物料类型的订单任务,以此减少切换时间。
Ø 资源选择 : 订单生产数量和线卡张数在一定范围内,且有分装图的物料,在流水生产小组生产,其他订单分派装配小组时考虑任务均衡。
四、解决方案
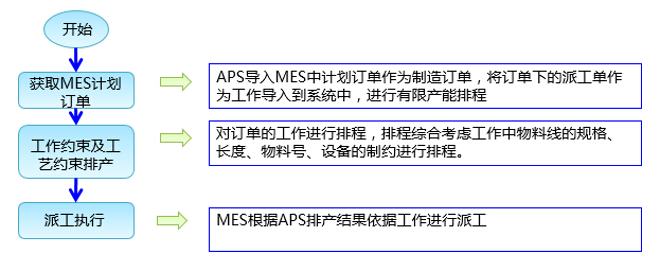
1.总体思路:
SAP 中需求信息转化为生产订单之后, APS 在订单排序的基础上进行有限产能精细化排程,总体思路如下:
2.系统建模和排程结果
线束整体的工艺路线虽然固定,但是物料较多,且物料结构复杂,各个工序的约束以及规则复杂且不一样,为减少数据维护的工作量,APS采用加工工艺以及工艺能力建模。
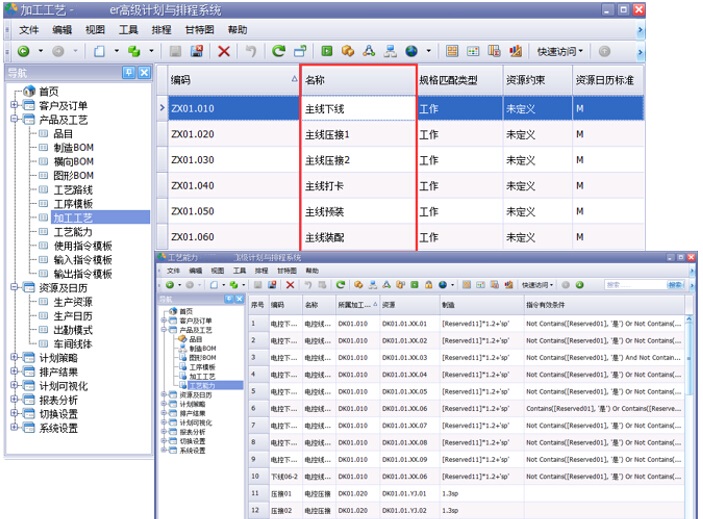
(1)下线工序: 下线工序获取MES根据订单组成物料分解出的线束派工单为工作进行排产。将排产需要考虑的匹配因素,如:电线的物料号、端子物料号、屏蔽线顺序号/序号、电线长度等等属性存储在APS系统的规格及预留字段中。
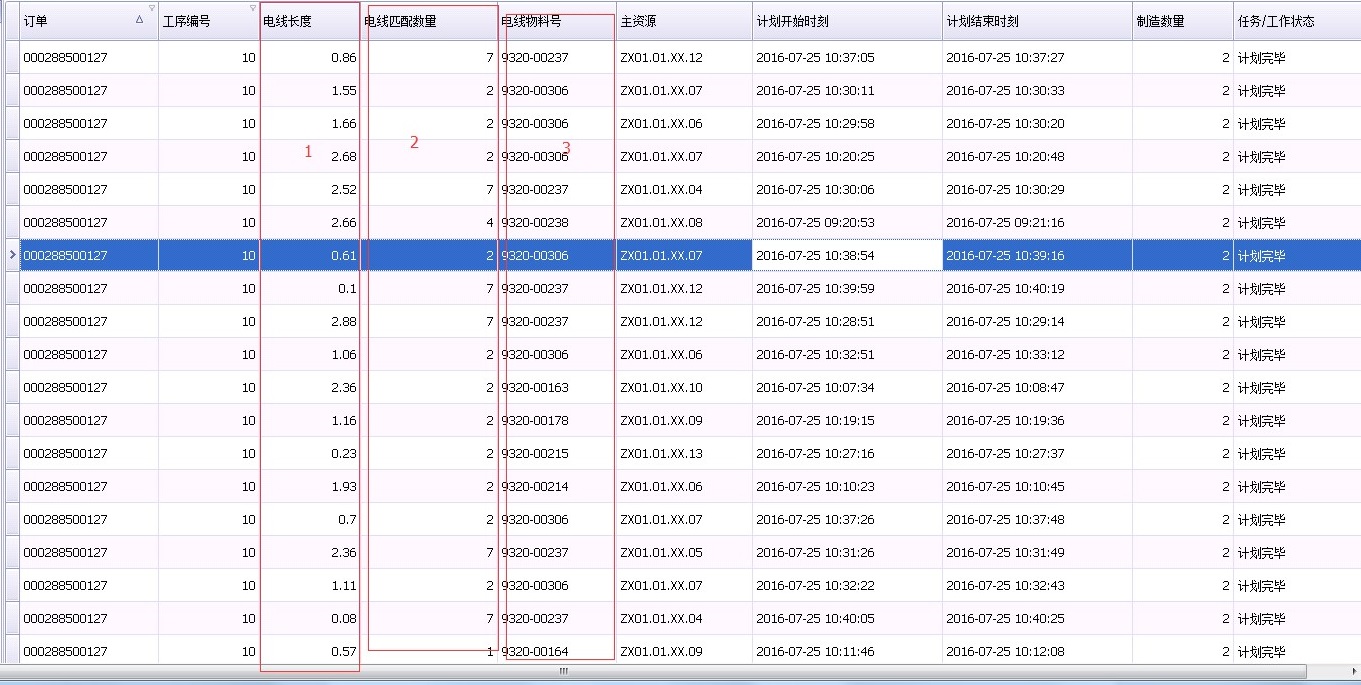
Ø 规格匹配 :根据线径的不同,以及特殊类型的线,比如屏蔽线或者护套,所需要的磨具不同,因此,将下线机进行电线的进行资源 规格匹配设置 ,以此减少换模的时间,增加生产效率。如下图中可以看出,下线机1可以下4种电线。
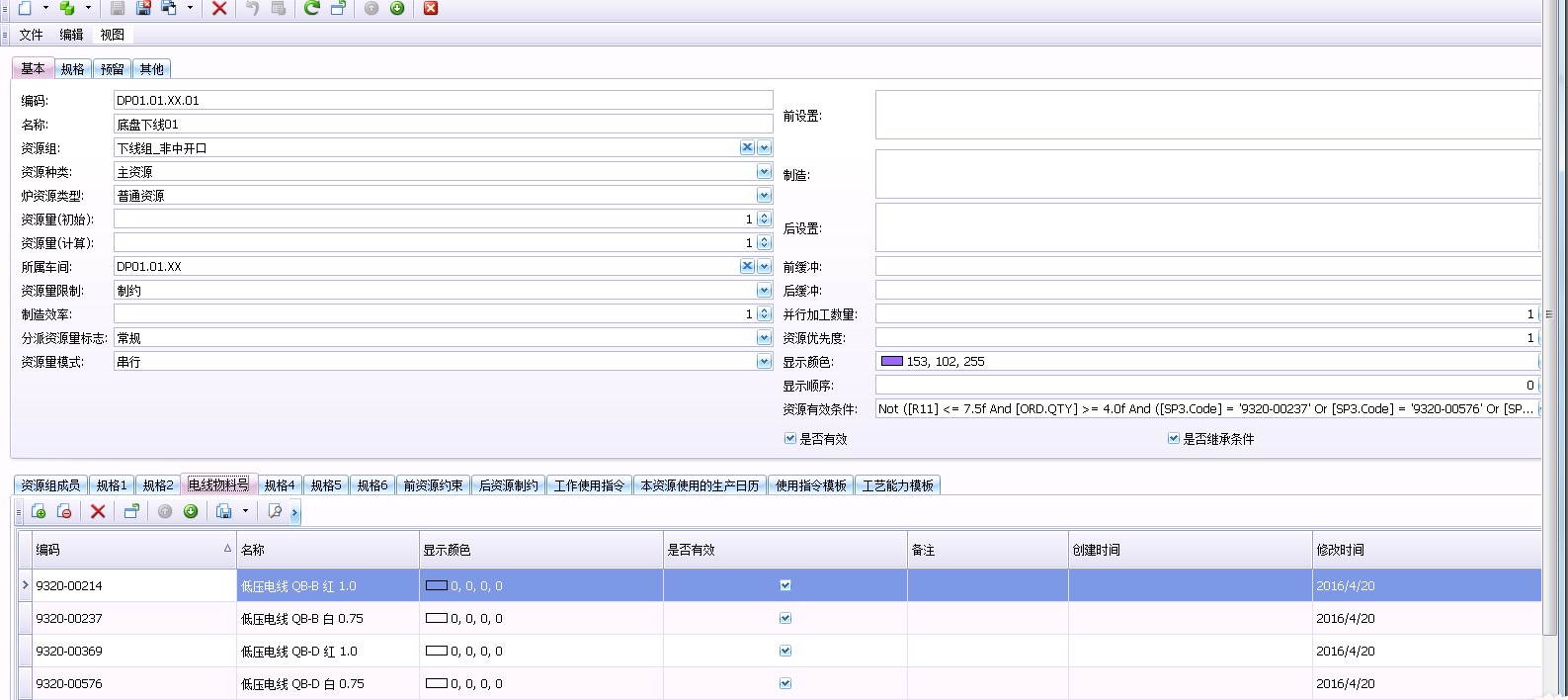
上图中可以看出,下线机1可以下4种电线
Ø 动态工时 :根据电线长度,订单的数量,以及是否中开口等进行分类,在APS工艺能力设置动态计算工时。
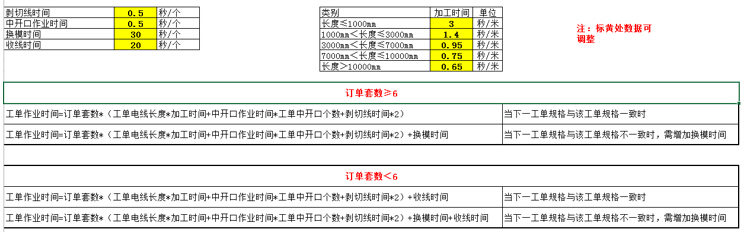
根据规则转化为系统的制造工时:
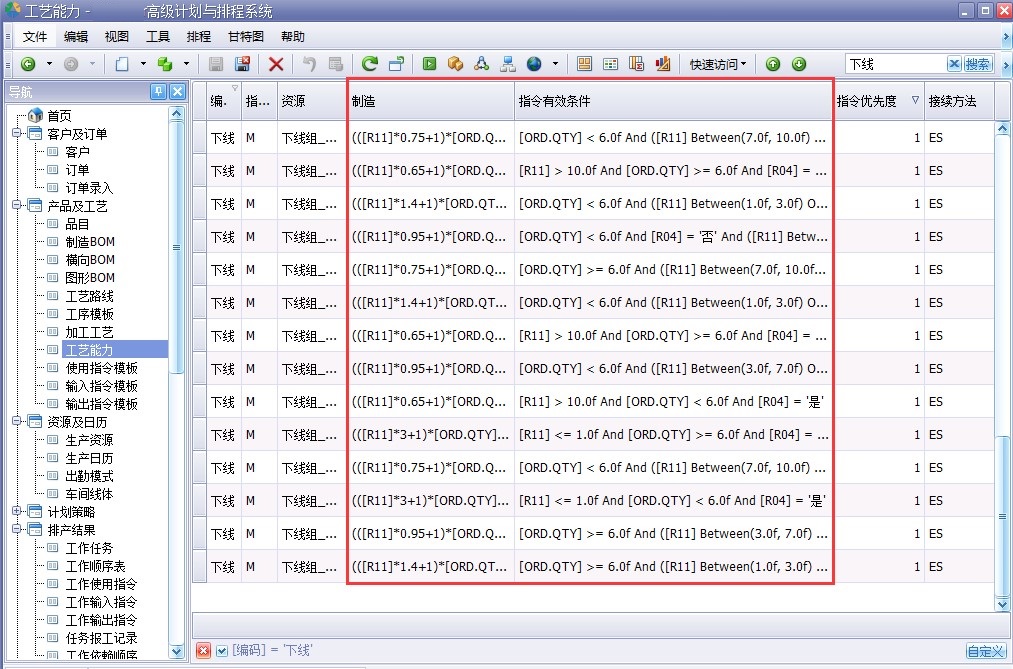
Ø 排程策略 :针对下线工序单独设置分派规则,在APS系统,设置下线的分派规则和资源评估表达式,保证:同一订单的排在一起生产,有相同屏蔽线的一起,有相同电线物料的一起生产,先下长线后下短线,优先使用自动机的情况下,其他设备加工均衡。
(2)压接-打卡-预装工序: 压接打卡工序将MES中的派工单全部合并为一个工作,以此来模拟实现该订单在压接工序下的排产。
Ø 工艺能力 : 根据订单套数以及线卡数量分类,动态计算出订单在该工序的加工工时。
Ø 向导式半自动排程 :由于同一加工工艺,不同种类产品在工序转序的规则不一样且有不确定性,无法针对加工工艺统一设置转序规则。因此,使用APS的向导式排程功能,针对压接、打卡、预装工序进行排程,使用系统自带的SQL工具灵活定义前后工序的转序关系,基于前工序设置压接、打卡、预装工序的工作排产的开始时间,进行半自动化排程,满足业务需求。
(3)装配工序: 装配分为流水线和非流水线,采取单件流的生产方式。装配的工时根据订单的数量和线种的差别不一样维护加工工艺。
Ø 自动化排程: 在APS系统,针对装配工序的工作,设置分派规则和资源选择策略,进行排程确保满足交期的情况下,相同物料的订单尽量排在一起,然后进行班组的任务均衡。
Ø 向导式半自动排程: 在自动化排程的基础上,使用向导式半自动排程根据系统计算出当天的产能及班组负荷情况,辅助人工决策对排程结果进行调整。
3.车间级实施推广与扩展
由云筹优化科技实施顾问和该企业内部人员组成APS项目组,在实施顾问的主导下,按照APS系统成熟的项目实施方法、项目管理经验,总体规划、分步实施、循序渐进,完成第一个车间的系统实施,加强企业方对APS技术的理解和支持。
通过第一阶段,在企业内部培养起一支能发现问题、解决问题的实施队伍,不断提高企业应用系统的能力。结合云筹优化APS系统的灵活性和可配置性特点,第一个车间系统建模的各类表达式和参数无需重新开发或者代码编写即可简单灵活配置,在第二阶段,由企业内部顾问和APS团队,快速复制第一个车间经验,主导后续十来个车间的项目实施。
1. 通过高级计划排程系统的实施,和ERP/MES系统集成,考虑各工序生产的物料、规格、工艺等等多种约束和规则,实现信息自动化的获取订单和派工单排程,大大降低了计划员的制定计划所需的时间和对计划人员技能经验的要求。
2. 考虑相同电线种类、物料等约束连续生产,设备产能均衡,减少切换时间,使生产计划更加合理,提高了设备利用率,降低产能损耗。
3.排程颗粒度精细到原材料和线卡,考虑电线的长短,使得原材料的管控更加透明化,降低了原材料的损耗。
4.通过自动化排程和半自动化排程相结合的方式,实现车间及工序之间的联动排产,考虑工序之间的灵活的转序偏移,降低了中间在制品库存和呆料,缩短了整体的制造周期。
5.针对订单及生产需求的变更和插单等异常,可快速进行计划的自动化调整,提升客户服务能力。
6. APS产品的成熟性和稳定性,保证了第一阶段易普优主导企业方辅助成功实施后,企业方自己实施推广后面几个车间,降低实施成本,增加效益。
7.APS产品的灵活性和可配置性,保证了系统不断适应企业业务的发展和产品工艺升级,企业自身即可针对业务变更实现系统模型及应用的升级,降低了未来企业信息化的投入。
版权所有@2017-2030 鄂ICP备2021018714号-1 武汉云筹优化科技有限公司 电话:18672919570 地址:武汉市高新大道999号未来科技城C2栋602室



 QQ客服
QQ客服